Захваљујући комбинацији позитивних карактеристика стакла и полимера, цеви од фибергласа имају готово неограничене могућности примене - од уређења вентилационих канала до полагања петрохемијских рута.
У овом чланку разматрамо главне карактеристике цеви од фибергласа, обележавање, технике израде полимерних композита и композиције везива које одређују обим композита.
Такође дајемо важне критеријуме за избор, обраћајући пажњу на најбоље произвођаче, јер се важна улога у квалитету производа приписује техничким капацитетима и угледу произвођача.
Опште карактеристике стаклопластике
Стаклопластика - пластични материјал, који укључује компоненте од стаклопластике и везиво за пуњење (термопластични и термосетљиви полимери). Уз релативно ниску густину, производе од фибергласа карактеришу добра својства чврстоће.
Последњих 30-40 година стаклопластика се широко користи за производњу цевовода разних намена.

Полимерни композит вредна је алтернатива стаклу, керамици, металу и бетону у производњи конструкција дизајнираних за екстремне услове (петрохемикалије, ваздухопловство, производња гаса, бродоградња итд.)
Аутопути комбинују квалитета стакла и полимера:
- Мала тежина. Просечна тежина стаклопластике је 1,1 г / цц. За поређење, исти параметар за челик и бакар је много већи - 7,8 и 8,9, респективно. Захваљујући лакоћи, инсталациони радови и транспорт материјала су олакшани.
- Отпорност на корозију Компоненте композита имају малу реактивност, стога нису изложене електрохемијској корозији и бактеријском разградњи. Овај квалитет је одлучујући аргумент у корист фибергласа за подземне комуналије.
- Висока механичка својства. Апсолутна затезна чврстоћа композита нижа је од челика, али параметар специфичне чврстоће значајно прелази термопластичне полимере (ПВЦ, ХДПЕ).
- Отпоран на временске услове Распон граничних температура (-60 ° .. + 80 ° Ц), обрада цеви заштитним слојем гелцоат-а осигурава имунитет на УВ зраке. Поред тога, материјал је отпоран на ветар (граница је 300 км / х). Неки произвођачи тврде да је потресна цијев спојна на потрес.
- Отпоран на ватру. Незапаљиво стакло је главна компонента стаклопластике, тако да је материјал тешко запаљив. При сагоревању, отровни гас диоксин се не ослобађа.
Стаклопластика има ниску топлотну проводљивост, што објашњава његове топлотне изолационе особине.

Недостаци композитних цеви: осетљивост на абразију, стварање канцерогене прашине услед обраде и високи трошкови у поређењу с пластичним
Како се унутрашњи зидови истроше, влакна су изложена и разбијена - честице могу ући у транспортовани медијум.
Галерија слика
Пхото фром
У производњи цеви од фибергласа, фибергласа и везива користе се: термопластични и термореактивни полимери. Резултат је материјал који је издржљив и отпоран на спољну агресију са релативно ниском специфичном тежином
Цеви од фибергласа производе се лијевањем или непрекидним навијањем. Технологија производње зависи од одредишта и наредних услова рада.
За изградњу комуникационих и транспортних система различитог степена сложености израђују се цијеви од фибергласа различитог промјера. Из њих се сакупљају и линије дебла и гране.
Производи од стаклопластике много су отпорнији на агресивна и абразивна окружења од цеви од ливеног гвожђа или челика, па се активно користе у индустрији
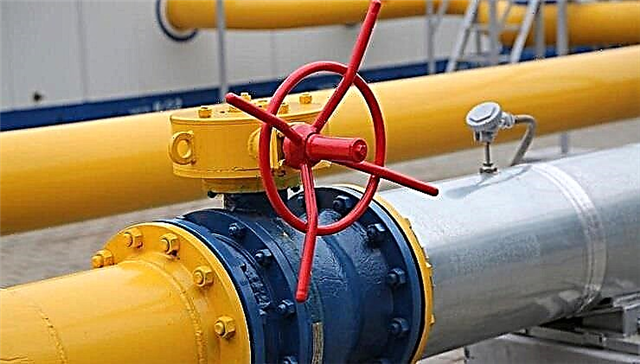
У хемијској, фармаколошкој, прехрамбеној, нафтној и гасној индустрији, цеви од фибергласа пронашле су велику потражњу и активно се користе.
Стаклопластика се користи у конструкцији свих врста комуналних система. Погодни су за изградњу водовода, вентилације, грејања, одводње. Служе као кућиште у подземној инсталацији електричних и других комуникацијских водова
Стаклопластичне цеви су погодне за подземну и подземну уградњу. Не треба им додатна заштита
Димензије и дизајн цеви од фибергласа су обједињене. Њихова веза врши се на начин прописан за остале врсте цеви на одређеном подручју
Значајне предности цеви од фибергласа
Континуирана производња цеви за наматање
Производи од фибергласа разних пречника
Транспорт абразивних и агресивних подлога
Цевоводи од фибергласа у предузећу
Прикључак на утичницу у одводном систему
Отворено полагање цеви на носаче
Коришћење прирубничког конектора
Технологије за производњу цеви од фибергласа
Физичко-механичке карактеристике готовог производа зависе од технике производње. Композитни фитинзи се производе на четири различита начина: екструзија, пултрусион, центрифугално ливење и наматање.
Технологија бр. 1 - екструзија
Екструзија је технолошки процес заснован на непрекидном превртању пасте или високо вискозног материјала кроз алат за обликовање. Смола се меша са дробљеним фибергласом и пластичним учвршћивачем, а затим се пушта у екструдер.

Готов производ нема континуирани ојачавајући оквир, јер се везиво насумично пуни фибергласом. Одсуство "армопоја" утиче на смањење чврстоће цеви
Линија екструдирања високих перформанси омогућава вам добијање композитних производа без оквира по ниској цени, али потражња за њима је ограничена због ниских механичких својстава. Основа полимерне матрице је полипропилен и полиетилен.
Технологија бр. 2 - Пултрусион
Пултрусион је технологија за производњу сложених дугачких елемената малог пречника са непроменљивим пресеком. Пролазећи кроз угријани калуп за обликовање калупа (+140 ° Ц), детаљи се „извлаче“ из материјала од фибергласа, импрегнираног термореактивном смолом.
За разлику од процеса екструзије, где притисак одређује утицај, у гнојној јединици ову улогу игра ефект повлачења.

Главне радне јединице гнојне инсталације: комплекс за довод влакана, полимерни резервоар, уређај за предобликовање, термо-калуп, вучна трака и машина за сечење
Технолошки процес:
- Влакна из намотаја убацују се у полимерну купељ, где су импрегниране термопластичним смолама.
- Прерађена влакна пролазе кроз предоблику - навоји су поравнати и попримају жељени облик.
- Нечврсли полимер улази у матрицу. Због неколико грејача креира се оптималан начин полимеризације и бира се брзина извлачења.
Излечени производ се извлачи машином за извлачење и сече на сегменте.
Изразите карактеристике узбуђене технологије:
- прихватљиви полимери - епокси, полиестерске смоле, винили;
- брзина повлачења - употреба иновативних оптимизованих "гомољастих" полимера омогућава вам убрзање ширења и до 4-6 м / мин. (стандард - 2-3 м / мин.);
- рун-уп трчање: минимално - 3,05 * 1 м (сила повлачења до 5,5 т), максимално - 1,27 * 3,05 м (сила - 18 т).
Излаз је цев са савршено глатким спољним и унутрашњим зидовима, на високом нивоу и индикаторима чврстоће.

Карактеристике стаклопластике добијене методом пултрузије: ломљиви напони на савијање - 700-1240 МПа, топлотна проводљивост - 0,35 В / квадратних ° Ц, степен еластичне еластичности - 21-41 ГПа
Недостаци методе се не односе на квалитет оригиналног производа, већ на саму технологију. Аргументи против: високих трошкова и трајања производног процеса, немогућности производње цеви великог пречника, дизајнираних за значајна оптерећења.
Технологија бр. 3 - центрифугално ливење
Швајцарска компанија Хобас развијена и патентирана техника центрифугалног обликовања. У овом се случају производња врши од вањског зида цијеви до унутрашњег помоћу ротирајућег облика. Састав цевовода обухвата: дробљене стаклене шипке, песак и полиестерске смоле.
Сировине се доводе у ротирајућу матрицу - формира се структура спољне површине цевовода. Како производња траје, чврсте компоненте, пунило и фиберглас се мешају са течном смолом - полимеризација се одвија брже под утицајем катализатора.

Као резултат тога, формирају се вишеслојни глатки зидови. Захваљујући центрифугалној техници "прскања", структура цеви је монолитна, хомогена без одлагања и гасовитих честица
Додатне предности:
- висока тачност димензија иницијалног производа (унутрашњи одсек окретног облика одговара спољњем пречнику готовог производа);
- способност бацања зида било које дебљине;
- висока крутост прстена полимерног композита;
- добијање глатке површине споља и у унутрашњости цеви.
Недостатак центрифугалне производње цеви од стаклопластике је енергетска интензитет и висока цена финалног производа.
Технологија бр. 4 - прогресивно навијање
Најпопуларнија техника је непрестано навијање. Цев је створена наизменичним подешавањем трн у полимерима од фибергласа са поступком хлађења. Начин производње има неколико подврста.
Спирална технологија прстена
Длака са влакнима је посебан прстен, на чијој се ободу налазе спиралице са навојима.
Радни елемент се непрекидно креће дуж оси покретног оквира и распоређује влакна дуж спиралних линија.

Приликом промене брзине ротације оквира и померања челичног елемента, угао стаклених влакана се мења. На крајевима цеви, прстен делује у „обрнутом“ режиму и ставља навоје са минималним нагибом
Главне предности методе:
- једнолика снага по целој површини аутопута;
- изврсна толеранција на затезна оптерећења - без пукотина;
- израда производа променљивог пречника и пресека сложене конфигурације.
Ова техника омогућава добијање цеви велике чврстоће дизајниране за рад под високим притиском (инжењерске мреже пумпа-компресор).
Спирално навијање траке
Техника је слична претходној, разлика је у томе што слагач храни уску траку влакана. Густим ојачавајућим слојем постиже се повећањем броја пролаза.
У производњи је укључена јефтинија опрема него са методом спиралног прстена, али неколико значајних недостатака својствено је навијању "врпце":
- ограничене перформансе;
- лабаво полагање влакана смањује чврстоћу цевовода.
Метода спиралне траке је релевантна у производњи цевних прикључака за ниски, умерени притисак.
Уздужна-попречна метода
Обавља се континуирано навијање - слагач истовремено поставља уздужна и попречна влакна. Нема обрнутог кретања.

Под окретним трнцем користе се покретни завојнице које напајају уздужна ојачавајућа влакна. У производњи волуметријских цеви потребно је користити велики број клипњача
Карактеристике методе:
- Користи се углавном за израду цеви са пресеком до 75 мм;
- постоји могућност затезања аксијалних навоја, због чега се постиже чврстоћа, као код спиралне методе.
Уздужна попречна технологија веома је продуктивна. Машине вам омогућавају да промените однос аксијалног и прстенастог појачања у широком распону.
Нагнута попречна уздужна технологија
Међу домаћим произвођачима потражња је за развој инжењера у Харкову. Са нагибом нагиба, слагач приказује „вео“ који се састоји од снопа везива. Трака се доводи у оквир под малим углом преклапања, при чему се формира претходно ојачано коло.
По завршетку обраде целог трнца, влакна се ваљају ваљцима - остаци везивних полимера уклањају се, слој за ојачавање се сабија.

Ролањем вам омогућава да постигнете минимално потребан пластични садржај. Удио стакла у очврснутом композиту је око 80% - оптималан резултат који обезбеђује високу чврстоћу и ниску запаљивост
Карактеристике клизног слоја:
- непропусност од фибергласа;
- неограничен пречник произведених цеви;
- висока диелектрична својства због непостојања континуираног појачања дуж осе.
Модул еластичности „вишеслојних“ стаклопластика је инфериорнији од сличних параметара других техника. Због ризика од пукотина међу слојевима, метода није изведива када се стварају цевоводи под високим притиском.
Параметри за избор цеви од фибергласа
Избор стаклених композитних цеви заснован је на следећим критеријумима: крутост и конструкцијски притисак, врста везивног састава, структурне карактеристике зидова и начин спајања. Значајни параметри наведени су у пратећим документима, а на свакој епрувети - скраћено означавање.
Отпорност на чврстоћу и притисак
Чврстоћа стаклопластике одређује способност материјала да издржи спољна оптерећења (тежина тла, саобраћај) и притисак изнутра на зидове. Према ИСО нормизацији, цеви се разврставају у неколико класа крутости (СН).

Максимални дозвољени ниво радног притиска за сваку од класа: СН 2500 - 0,4 МПа, СН 5000 - 1 МПа, СН 10000 - 2,5 МПа
Степен крутости расте са повећањем дебљине стијенке цеви од фибергласа.
Класификација по називном притиску (ПН) одражава градацију производа у односу на безбедан притисак течности на температури од +20 ° Ц током целог радног века (око 50 година). Мерна јединица за ПН је МПа.
Неки произвођачи, као што је Хобас, наводе комбиноване карактеристике за два параметра (притисак и крутост) кроз делић. Цеви са радним притиском од 0,4 МПа (класа ПН-4) са степеном крутости (СН) од 2500 Па биће означене - 4/2500.
Врста везива
Радне особине цеви у великој мери зависе од врсте везива. У већини случајева користе се полиестери или епоксидни адитиви.
Карактеристике ПЕФ везива
Зидови су формирани од термореактивних полиестерских смола ојачаних фибергласима и додацима песка.
Полимери који се користе имају важне квалитете:
- ниска токсичност;
- стврдњавање у условима собне температуре;
- поуздано спајање са стакленим влакнима;
- хемијска инертност.
Композитне цеви са ПЕФ полимерима нису изложене корозији и агресивним медијима.

Обим: стамбено-комуналне услуге, водоснабдевање, цевовод за пречишћавање отпадних вода, индустријска и кућна канализација. Радна ограничења: температура преко +90 ° Ц, притисак преко 32 атмосфере
Епоксидне карактеристике
Везиво даје материјалу већу чврстину. Температурна граница композита са епоксидима је до +130 ° Ц, максимални притисак је 240 атмосфера.
Додатна предност је скоро нулта топлотна проводљивост, тако да састављени труп не захтева додатну топлотну изолацију.

Цеви ове класе коштат ће више од ПЕФ производа. У правилу се цевоводи од фибергласа са епоксидним везивом користе у нафтној и гасној, петрохемијској индустрији и у организацији инфраструктуре морских лука
Зидни дизајн композитних цеви
Према дизајну, они разликују: једнослојне, двослојне и трослојне цеви од фибергласа.
Карактеристике једнослојних производа
Цеви немају заштитни слој због чега су ниске цене. Карактеристике арматуре за цеви: немогућност примене у регионима са тешким тереном и оштром климом.
Такође, ови производи захтевају пажљиву инсталацију - копање велике запремине рова, уређивање пешчаног "јастука". Али процена инсталационих радова се повећава због тога.
Карактеристике двослојних цеви
Производи изнутра обложени су филмским премазом - полиетилен високог притиска. Заштита повећава хемијску отпорност и побољшава непропусност водова под спољним оптерећењима.
Међутим, рад фитинга у нафтоводима открио је слабости двослојних модификација:
- недостатак лепљења између структуралног слоја и облоге - кршење чврстоће зидова;
- погоршање еластичности заштитног филма при нижим температурама.
Када транспортујете медијум који садржи гас, облога се може одлепити.

Сврха двослојног цевовода је транспорт гасних маса. Композитне цеви су погодне за пумпање отпадних вода, постављање канализационих и водоводних мрежа
Трослојни параметри цеви
Структура цеви од фибергласа:
- Спољни слој полимера (дебљина 1-3 мм) - повећање механичке и хемијске отпорности.
- Структурни слој - структурални слој одговоран за чврстоћу производа.
- Облога (дебљина 3-6 мм) - унутрашња шкољка од фибергласа.
Унутрашњи слој омогућава глаткоћу, непропусност и заглађује цикличне флуктуације унутрашњег притиска.

Физикално-механичке карактеристике трослојних стаклопластичних цеви омогућавају њихову употребу у разним индустријама за транспорт гаса који садржи и течне медије
Начин везивања стаклопластике
Према начину повезивања, асортиман цевних спојница израђених од композита подељен је у 4 групе.
Група бр. 1 - прикључак са шпицом са утичницом
Еластичне гумене бртве су монтиране у каналима за спајање на коницама цеви. Следећи прстенови настају на опреми са електронским управљањем, чиме се обезбеђује тачност њихове локације и величине.

У зависности од локације инжењерске мреже и врсте транспортног средства бира се тип гуменог заптивача. Прикључци за цеви су опремљени потребним прстенима
Група бр. 2 - звонастог облика са чепом и бртвом
При уређењу копнене линије потребно је надокнадити ефекат аксијалних сила на цевовод. У ту сврху се поред заптивке поставља и граничник. Елемент је направљен од металног кабла, поливинилхлорида или полиамида.

Чеп се поставља у прстенасте жлебове кроз отвор на утичници на крају шипке. Граничник не дозвољава аксијално кретање елемената пртљажника
Група бр. 3 - прирубнички прикључак
Спајање композитног цевовода са фитингима или металним цевима. Везне димензије прирубница од фибергласа су регулиране ГОСТ 12815-80.

За причвршћивање прирубница на дну цеви, предвиђено је специјално „стопало“ са рупама за учвршћиваче. Ширина прикључних прирубница зависи од параметара цевовода
Група бр. 4 - фиксација лепка
Неодвојива метода повезивања - на врхове се наноси састав армираног стакленог материјала са додатком полиестерске компоненте „хладног“ очвршћивања. Метода омогућава чврстоћу и непропусност линије.
Означавање заштитног унутрашњег слоја
Методологија за производњу цевних производа омогућава вам производњу производа различитог састава унутрашњег слоја, који одређује отпорност аутопута на превожени медијум.

Разноликост робе подељена је у 4 групе. ХП цијеви од фибергласа мирно подносе редовно пумпање течности до +90 ° Ц, док крајњи пХ не смије бити већи од 14
Домаћи произвођачи примјењују сљедеће означавање заштитних премаза.
Писмо означава прихватљиву употребу:
- И - превоз течности са абразивима;
- П - снабдевање и испуштање хладне воде, укључујући питку;
- Икс - дозвољена употреба у хемијски агресивним окружењима гаса и течности;
- Г - системи за снабдевање топлом водом (граница 75 ° Ц);
- ОД - остале течности, укључујући оне са високом киселошћу.
Заштитни премаз наноси се слојем до 3 мм.
Преглед производа водећих произвођача
Међу разноврсним представљеним производима постоје реномирани брендови са вишегодишњом позитивном репутацијом. Укључују производе компанија: Хобас (Швајцарска), Стеклокомпозит (Русија), Амиантит (концерн из Саудијске Арабије са производним погонима у Немачкој, Шпанији, Пољској), Амерон Интернатионал (САД).
Млади и перспективни произвођачи композитних цеви од фибергласа: Полиек (Русија), Арпипе (Русија) и Фабрика фибергласа (Русија).
Произвођач бр. 1 - Марка ХОБАС
Фабрике робних марки налазе се у САД и многим европским земљама. Производи компаније Хобас заслужили су светску препознатљивост својим одличним квалитетом. ГРТ цеви са полиестерским везивом израђене су техником центрифугалног ливења стаклопластике и незасићених полиестерских смола.

Системи цеви Хобас широко се користе у канализационим, одводним и водоводним комплексима, индустријским цевоводима и хидроелектранама. Дозвољено полагање тла, постављање микротуннелом и извлачењем
Карактеристике Хобас композитних цеви:
- пречник - 150-2900 мм;
- Класа крутости СН - 630-10 000;
- ПН-ниво притиска - 1-25 (ПН1 - цев без притиска);
- присутност антикорозивног премаза за унутрашњу облогу;
- отпорност на киселину у широком опсегу пХ.
Успостављена је производња обликованих дијелова: лактови, адаптери, прирубнице и цијеви с прирубницама.
Произвођач бр. 2 - компанија Стеклокомпозит
Компанија "Стеклокомпозит" успоставила је линију за производњу фибергласних цеви Фловтецх, производна технологија - континуирано навијање.
Укључена је опрема са двоструком испоруком смоластих материја. За полагање унутрашњег слоја користе се високотехнолошке смоле, а на структурни слој се наноси јефтинија композиција. Техника омогућава рационализацију потрошње материјала и смањење трошкова производње.

Распон Фловтецх цеви је 300-3000 мм, ПН класа је 1-32. Стандардни снимци - 6, 12 м. На захтев је могућа израда унутар 0,3-21 м
Произвођач бр. 3 - бренд Амиантит
Главне компоненте Амиантит-ове Фловтите цеви су фиберглас, полиестерска смола, песак. Техника која се користи је непрекидно навијање, што омогућава стварање вишеслојног цевовода.
Структура стаклопластике укључује шест слојева:
- вањско намотавање од неткане траке;
- енергетски слој - сјецкана стаклопластика + смола;
- средњи слој - стаклопластика + песак + полиестерска смола;
- поновљени слој снаге;
- облога стаклених нити и смола;
- заштитни премаз од нетканог фибергласа.
Студије су показале високу отпорност на абразију - за 100 хиљада циклуса шљунка губитак заштитног премаза био је 0,34 мм.

Класа јачине Фловтите производа је 2500 - 10000, могуће је произвести цеви СН-30000 на захтев. Радни притисак - 1-32 атмосфере, максимална брзина протока - 3 м / с (за чисту воду - 4 м / с)
Произвођач бр. 4 - компанија Полиец
Полиек ЛЛЦ врши разне модификације производа од цеви од фибергласа од Фпипес. Техника израде (континуирано пошевно уздужно-попречно намотавање) омогућава вам израду трослојних цеви пречника до 130 цм.
Полимерни композитни материјали учествују у стварању кућишта цеви, веза водених стубова, водовода и система грејања.

Номенклатура канализационих цеви од фибергласа је 62,5-300 мм, производи високог притиска - 62,5-200 мм, вентилациони канали - 200-300 мм, кућишта бунара - 70-200 мм
Поред цеви од фибергласа, тржиште нуди мноштво производа од других материјала - челика, бакра, полипропилена, пластике, полиетилена, итд. Које се због приступачне цене активно користе у различитим областима свакодневне употребе - уградњи грејања, водовода, канализације, вентилације и још много тога.
Са карактеристикама цеви од разних материјала можете да се упознате у нашим следећим чланцима:
- Пластичне цеви: врсте, спецификације, карактеристике уградње
- Полипропиленске цеви и фитинги: врсте ПП производа за састављање цевовода и начине повезивања
- Пластичне вентилацијске цијеви за хаубе: врсте, њихове карактеристике, примјена
- Бакрене цеви и фитинги: врсте, обележавање, карактеристике распореда бакарног цевовода
- Челичне цеви: врсте, асортиман, преглед техничких карактеристика и нијанси инсталације
Технологија производње и изводљивост употребе цеви од фибергласа:
Поређење техника континуираног и серијског намотавања:
У приватном се кућишту ретко користе цеви од фибергласа. Главни разлог су високи трошкови у поређењу с пластичним колегама. Међутим, у индустријској сфери цењен је квалитет композита, а истрошене металне линије замењују се на основи фибергласа у великим количинама..
Након читања нашег чланка, још увек имате питања? Питајте их у блоку коментара - наши стручњаци ће покушати дати исцрпан одговор.
Или можда желите надопунити представљени материјал релевантним подацима или примерима из личног искуства? Молимо напишите своје мишљење под овим чланком.