Упркос популарности метал-пластике и полипропилена, бакарне цеви и фитинги се широко користе за постављање мрежа за грејање и водовод. Сматрају се најбољом опцијом за опремање расхладне опреме и клима уређаја.
Покушаћемо да разумемо разноликост бакарних производа и откријемо који су начини спајања цеви најефикаснији.
Бакрене цеви за унутрашње ожичење
За разлику од аналога метала и пластике, бакарни цевоводи имају минимално термичко ширење, не деформишу се током дужег периода и не реагују на сунчеву светлост. Могу се инсталирати зими и лета - техничке карактеристике бакра од излагања ниским температурама не мењају се.
Све врсте кућних комуникација граде се од бакарних цеви:
Галерија слика
Пхото фром
Технолошке бакарне цеви
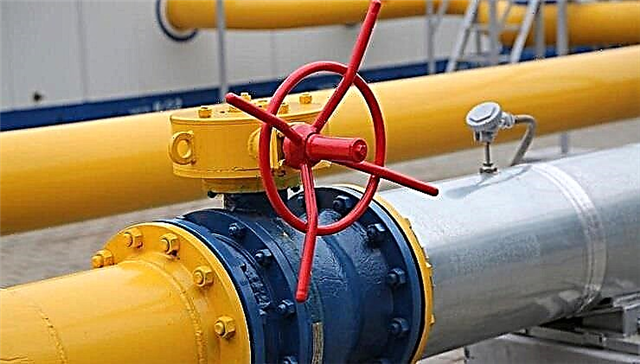
Кућни гасовод
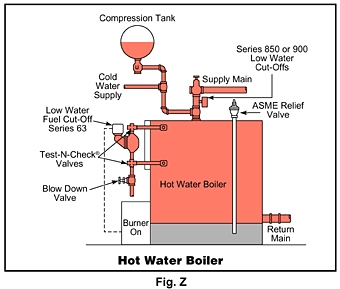
Прикључак на бакрени плински котао
Грејање биметалним радијаторима
Топли систем цеви са бакреном завојницом
Водоводне цијеви од бакра
Бакарни наставци за питку воду
Направите бакарну цевну везу
Нудимо информације које би вам могле бити корисне при избору или уградњи бакарних цеви.
Сорте: изоловане и неизоловане
Навикли смо да видимо неизоловане бакарне цевоводе - црвенкасте металне мреже састављене помоћу арматуре направљене од бакра, бронце или месинга, понекад лемљене или повезане методом заварених чахура.

Изглед грејног система за чију монтажу се користе неизоловане бакарне цеви. Промена смера цевовода изведена је помоћу угаоне арматуре од 90 °; уградња на зидове изведена је челичним стезаљкама са заптивачима
Домаћи и страни произвођачи нуде производе који се разликују не само по величини, облику секције или начину израде, већ и по изгледу.
Тако се међу ваљањем бакарних цеви могу наћи следеће врсте цеви:
- неизолирани за уградњу унутрашњих мрежа и монтажу гасне и електричне опреме;
- са ПВЦ изолацијом за заштиту од корозије и механичких оштећења;
- са флексибилном полиетиленском изолацијом за водоводне системе;
- са изолацијом од полиуретанске пене за мреже са максималним захтевима за уштеду топлоте;
- са заштитном изолацијом за подно грејање и сложеним системима.
За повезивање бакарних цеви са изолацијом користе се фитинги без изолације, а методе уградње не разликују се од уобичајених.
Како разумети означавање?
Да не бисте погријешили приликом куповине цијеви за самостално састављање, морате научити читати ознаке и ознаке у боји.

Одговорни произвођачи обележавају неизбрисивим саставом директно на површини производа. Ако на цеви нема знакова, могу се наћи у приложеној документацији
Производња цеви домаћих брендова врши се у складу с ГОСТ 617-90, чији се део назива „Цеви од бакра“.
Обележавање се врши према општој шеми, оно садржи следеће информације:
- начин производње (извучено, хладно ваљано - Д, екструдирано - Г);
- пресек (округли - КР);
- тачност израде (нормална - Н, висока - П);
- стање (од меког - М до чврсте индустријске чврстоће - Х);
- дужина (бездимензионално - НД, више мерења - КД, у лежиштима - БТ);
- посебни услови.
Посебни услови укључују означавање производа повећане дужине или велике тачности у закривљености и дужини.
Узорак за обележавање ГКРПТ 32 * 3 * 5000 М3 дешифрује се на следећи начин: прешани чврсти округли пресек са повећаном прецизношћу израде, са спољним пресеком 32 мм, дебљином стијенке 3 мм, измереном дужином од 5 м, израђен од бакра марке МЗ.
Поред ознаке ГОСТ користи се и систем означавања према међународном стандарду НФ: држава, произвођач, број постројења и величина морају се навести.
Распон и услови избора
Мале бакрене цеви малог пресјека продају се у лежиштима од 25 м до 50 м, а производи великог промјера се режу у дуљинама, најчешће 3-5 м. Такозване „меке“ врсте, које се широко користе за подно гријање, ваљају се у лежишта.
За постављање бакарних цевовода користе се три врсте које се разликују у степену тврдоће:
Галерија слика
Пхото фром
Бакрене цеви различите тврдоће
Полу-чврсте бакрене цеви
Материјал бакра високе чврстоће
Танки кабл се лако савија и не захтева уградњу фитинга или других елемената који обезбеђују постављање завоја цевовода чврстог типа.

Као и све врсте цеви, бакарни производи се разликују у дебљини стијенке. Стандардне величине су ограничене на оквире од 1 мм до 3 мм. Оптимални стандарди за системе грејања - од 1,5 мм до 2 мм
За одређивање параметара или карактеристика материјала цеви разних секција користе се табеле.

Табела величина бакарних и челичних цеви која показује дебљину изолације према величини. Инчи и милиметри се користе за означавање пречника.
Неке врсте цеви су велике потражње. На пример, производи пречника 12 мм до 22 мм користе се за снабдевање водом, а за системе одвода - од 32 мм и више.
Поред спољног дела, уобичајено је да се наведе дебљина стијенке или унутрашњи пречник (претпоставимо да је 12/2 или 12/14 цев спољног пречника 14 мм, унутрашња - 12 мм и дебљина стијенке 2 мм).
Врсте фитинга за бакарне цевоводе
Прикључци су неопходни приликом састављања цевовода како би се створили поуздани одвојиви и једноделни спојеви. Резултат правилно изведене везе је рад мреже без поправка 15 и више година. Размотрите које се врсте фитинга користе за бакарне цеви.
Опција бр. 1 - компресија
За уградњу компресијских арматура, лемљење се не користи. Конструкције сабирница називају се условно одвојивим јер стварају чврсту везу, коју с времена на време требате стегнути. С тим у вези, цевоводи се не смеју зашити у под или зидове.

На горњој слици налази се компресорски намештај на бакарној цеви: тело, подељени прстен (који делује као заптивка током монтаже) и навојна матица, увртањем којих се врши прешање.
Да бисте инсталирали компресијску спојницу, није потребан посебан алат - клијешта или стезаљка. Прво се прешање врши ручно, а затим се матица за подешавање постиже подесивим или отвореним кључем.
Галерија слика
Пхото фром
Компресиони фитинзи
Компоненте компресионе спојнице
О-прстен у компресијским спојевима
Препоручује се коришћење пара типки: један за држање тела, други за производњу полу-ротацијских покрета. За снажну везу обично су довољна 2-3 додатна обртаја.
Оков за цеви има стандардне величине - дуж попречног пресека цеви, а њихов унутрашњи зид је претходно калибриран (да се направи прикључак на утичници). Поред тога, они се разликују у својој намјени. Претпоставимо да се делови за водоводни и грејни систем могу структурно разликовати.
Опција бр. 2 - Притисните фитинге
Компресиони фитинги имају потпуно другачији дизајн. Имају цевасту структуру, а сваки крај опремљен је удубљењем са заптивком. Принцип причвршћивања на цеви заснован је на једној од квалитета бакра као меког и флексибилног метала током обраде.
Галерија слика
Пхото фром
Структура спојница за пресовање
Притисните Алат за компресију
Једноделна веза
Пресс технологија у отвореној заптивки
У процесу прешања, дизајн дела се деформише на начин да материјал са о-прстеном ствара интегралну уску везу.

Узорак бронзане преше за бакарне цеви са навојним спојем. Произвођач је позната компанија ВИЕГА. Цена - 880 рубаља (делови за пресовање од месинга, бронзе или бакра много су скупљи од челичних колега)
За састављање цевовода помоћу преша за фитинге потребан је посебан алат - клијешта. Ручни апарат погодан је за привремени и једнократни рад, али уз сталну професионалну употребу брзо ће проузроковати умор.
За квалификоване водоинсталатере предвиђени су хидраулични и електромеханички модели - скупи, али штедећи енергију и време.

Врсте прешаних фитинга који се разликују по називу и дизајну: конектори равних рукава, адаптери, попречни комади, квадратни једноставни и прелазак на другачији пречник
Сложеност прешања лежи у чињеници да је након пресовања понекад тешко разликовати машинску обраду од тек ношене на цеви. Да би избегли празнине, произвођачи су добављали деловима посебне сигналне елементе који мењају изглед након пресовања: светли пластични прстенови или деформабилне испупчења назване СЦ-Цонтур.
Делове није тешко разликовати по намену, јер су обележени маркером различите боје:
- плава или црвена - опскрба водом (пијење или не пијење);
- зелено - грејање;
- жуто - снабдевање гасом.
Постоје универзалне опције: на пример, жуто-плава ознака означава да се фитинги могу користити у системима за кретање гаса и воде. Боја се такође користи за означавање бртве (жута за гас, црна за воду итд.)
Опција бр. 3 - лемљена
Лемљење обезбеђује трајну и интегралну везу двају фрагмената цеви. Изводи се помоћу посебног алата. Непосредно пре лемљења крајеви цеви се преклапају, то јест користе утичницу.
Међутим, треба да постоји мали размак између зидова како би се испунио растопљени лем. Зазор је од 0,02 мм до 0,4 мм.

Конфигурација бакреног фитинга за лемљење одговара аналогима за прешање: равни, угаони, укрштени делови итд. На фотографији - угаони елемент дизајниран за грејни систем
Главни алат за лемљење је горионик, али за почетну обраду цеви користе се и калибратор (експандер), преграда, резач цеви и све врсте алата за чишћење (четкице, коже).
За кућну употребу је погодан ручни горионик са лименком од 200 мл. Лаган и практичан ручни уређај формира пламен са температуром од + 1100 ° Ц, што је сасвим довољно за топљење меких лемова.

Поред горионика, требаће вам лемљење на бази коситра (са сребром, бизмутом, антимоном), чија је талиште много нижа од бакра. Температурна разлика обезбеђује интегритет бакарних цеви и ефикасно топљење лемљења у течно стање, тако да може попунити празнину и чврсто повезати делове
Такође ће вам требати флуидни раствор који подмазује спојне делове фитинга и цеви.
Флуксирање површине бакарних делова врши се четком. Омогућава равномерно ширење лемљења дуж зоне зглоба.

Класификација бакарних спојница за лемљење. Они су јефтинији од сличних комада. Материјал израде је бакар разреда Цу-ДХП, који је погодан за обе врсте заваривања, ниске и високе температуре
За лемљење обично користе технологију ниских температура. Фитинги за ову врсту заваривања опремљени су траком меког лемљења која се поставља у посебан утор за ношење.
Метода заваривања при високим температурама користи се у производњи, при стварању индустријских мрежа. Одлике - употреба лемљења, у будућности могућност померања гасова и течности под високим притиском. Прочитајте више о лемљењу бакарних цеви у овом материјалу.
Како се прави капиларно лемљење спојницом?
Пре почетка рада припремите алате и материјале:
- рингла на плинском шпорету;
- флук;
- лемљење;
- резач цеви;
- преграда;
- четка и фини брусни папир.
Процедура:
Галерија слика
Пхото фром
Узимамо бакарну цев и резамо комад одговарајуће величине резачем цеви. Други алат неће радити јер се цев може деформисати. Рез мора бити савршено раван
Узимамо фоскоснимател и самоувереним, али тачним покретима уклањамо вишак материјала. Потребно је обрадити обе стране - спољну и унутрашњу
Користећи фини брусни папир или абразивну спужву за метал, пажљиво очистимо крај цеви тако да постане савршено глатка и сјајна
Да би лемиоц равномерно лежао, нанесите пасту или флукс на очишћено радно место. Танак и уредан слој осигурава се четком са природним чекињама
Потребно је припремити окове. Да бисмо то учинили, очистимо унутрашњи зид металном четком прикладном ручицом, покушавајући да обрађујемо целу површину без празнина
Као и цев, фитинг је обложен флуксом или пастама за лемљење. Потребно је потпуно обрадити седиште, једини начин да се створе добри услови за проток лемљења
Прикључак постављамо на крај бакарне цеви тако да се формира телескопска веза. Уклањање испупченог флукса уклоните сувом крпом.
Спајање загревамо пламеником и пажљиво доводимо лемљење до зазора, спречавајући прегревање бакарних цеви. Лименка се топи и испуњава празан простор
Корак 3 - скидање спољне стијенке цеви
Корак 4 - обрада цеви помоћу пасте за лемљење
Корак 5 - скидање унутрашњости фитинга
Корак 6 - третирање фитинга пастем за лемљење
Корак 7 - повезивање фитинга и цеви
Након хлађења калај-лемника формира се јак спој који обезбеђује стопосточну непропусност. Поступак лемљења без постављања врши се по истој шеми, али с једином разликом: уместо прикључног елемента, носи се крај друге цеви, који се на врху поставља преклапањем. Јаз између цеви на исти начин се попуњава истопљеним лемљењем.
Упутство за прешање бакарних цеви
Једино средство које ће бити потребно за понашање поступка притиска су кљешта. Пре почетка рада припремамо сегменте цеви према горе описаном упутству.
Корак по корак упутства:
Галерија слика
Пхото фром
Корак 1 - одговарајућа величина
Корак 2 - повезивање цеви и фитинга
Корак 3 - Одабир алата за притискање клијешта
Корак 4 - прешање преша са клијештима
Подсећамо вас да прешање ствара везу без надзора која траје до 30 и више година. Готов цевовод се може положити строповима, сашити сухозидом или попунити естрихом.
Постоји низ нијанси, чије познавање помаже да се носите са самосталним пресовањем бакарних арматура, чак и ако вам је то први пут да то радите.
Галерија слика
Пхото фром
Рачунање кодирања у боји на спојницама и заптивачима
Састављање кратких фрагмената на столу
Пресовање цеви великог пречника
Калибрација квалитета пресовања бакарних цеви
Приликом ручног прешања, покушајте да не излажете превелику силу како не бисте деформисали цеви.
Избор окова зависи од многих разлога, укључујући ваше вештине. Ако вештине нису довољне, не би требало да узмете пламеник, већ да направите прешану или екструдирану везу за снаге и почетнике.
Такође препоручујемо да прочитате наше остале чланке, где смо детаљно испитали врсте бакарних цеви:
1. Бакрене цеви за грејање.
2. Водоводне цеви од бакра.
Док гледате видео записе, можете видети техничке нијансе које је тешко замислити приликом читања чланка.
Видео упутства за притискање гасовода:
Видео преглед бакарних фитинга за различите намене:
Како направити бакарне цеви и фитинге:
Цео процес лемљења у једном клипу:
Спајање бакарних цеви у један систем врши се аналогно челичним и метално-пластичним производима, али употребом специјалних фитинга - месинга, бакра и бронзе.
Ако савладате технологију прешања или сложенији начин лемљења, можете самостално монтирати мрежу грејања или водовод. Али имајте на уму да су бакарне комуникације веома скупо задовољство!
Молимо, напишите своје коментаре на тему чланка у доњем блоку. Можда знате нијансе које нисмо споменули у овом чланку? Поделите их са другим посетиоцима сајта.