Полипропиленске цеви све више постају успешна замена за челичне и ливене гвожђе у поређењу са онима раније коришћеним у водоводним инсталацијама. Многе приватне куће у изградњи су сада опремљене системима гријања, топле и топле воде, монтиране на основи полипропилена.
Поред тога, инсталација грејања из полипропиленских цеви лако се изводи самостално. У сваком случају, изградити пластични систем је много лакше него метални.
Грејање на бази полипропилена
Ако се одлучи да направи систем грејања или неку другу од полипропиленских цеви, мастер ће поред пластичних чахура требати додатну опрему.
Посебно ће бити потребни следећи материјали, опрема, алати:
- шкаре за цев или резач цеви;
- водоводна машина за лемљење;
- фолија за скидање фолије;
- заптивна трака (фторопластоваиа);
- оштар нож;
- средства за одмашћивање (нпр. марамице Тангит);
- потребан асортиман арматуре;
- мера траке и маркера;
- затварачи, шрафови и мозгови.
Треба обратити пажњу на главни материјал - ПП цеви, од којих треба да се направи систем грејања. Зато што се систем грејања од полипропиленских цеви може саставити на основу материјала другачије класе.

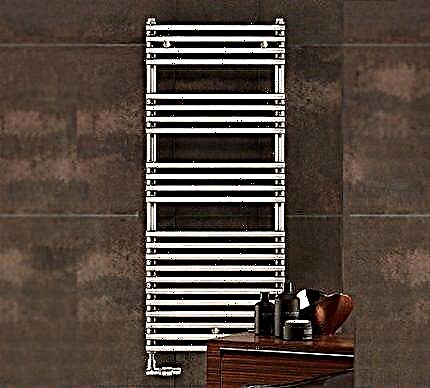
Систем грејања стамбене зграде, постављен на бази полипропиленских цеви, већ је познат начин свакодневног живота. Практичност и једноставна израда учинили су полипропилен изузетно популарним.
Тачан избор монтаже зависи од предвиђених радних услова.
Класификација и параметри дизајна
Постојећи ГОСТ стандарди (ИСО10508) успостављају класификацију полипропиленских рукаваца на основу којих се овај материјал може користити у одређеним радним условима.

Означавање ПП цеви јасно показује радне параметре. Узимајући у обзир ову ознаку, лако је и једноставно одабрати материјал за одређену конфигурацију система грејања
Дуги полипропиленски производи подељени су у 4 класе (1,2, 4,5) према типичним областима примене и према вредностима радног притиска (4,6,8,10 АТИ):
- Класа 1 (системи за топлу воду до 60 °);
- класа 2 (системи за топлу воду до 70 ° Ц);
- класа 4 (подно грејање и системи радијатора до 70 ° Ц);
- класа 5 (радијаторски системи до 90 ° Ц).
На пример, полипропиленске цеви су потребне за прављење система грејања на ниским температурама. Затим по ознаци на спољној површини цеви можете одредити одговарајући материјал.
У овом су случају прилично прикладни рукави с ознаком - Класа 4/10, што одговара параметру граничне температуре од 70 ° Ц и допуштеној граници радног тлака - 10 АТИ.
Индустрија по правилу производи универзалне производе. Произведени производи су подржани обимном класификацијом. У документацији за такав материјал обележавање ПП цеви је назначено стандардним пописом дозвољених параметара (класа 1/10, 2/10, 4/10, 5/8 бар).

Сваки маркирани производ има на спољној површини ознаку класе примене, која заправо одређује оперативне параметре будућег дизајна грејања кућа
Стога, у нади да ћете направити грејање у кући од полипропилена властитим рукама, главни материјал обично бира мајстор у директном односу:
- од планираних радних параметара;
- од метода загревања расхладне течности;
- из примењеног регулаторног система.
Такође је препоручљиво израчунати век будућег грејног система користећи параметре:
- горње вредности Траб и Праб;
- дебљина стијенке цеви;
- спољни пречник;
- фактор сигурности;
- трајање грејне сезоне.
У просеку, животни век полипропилена треба да буде најмање 40 година.
Кораци склапања система ПП цеви
Размотрите како направити цевовод од полипропилена, узимајући у обзир норме и правила уградње. Покретању мрежне производње требало би да претходи темељна инспекција свих детаља комплета будућег система. Дијелови (цијеви, спојнице) морају бити у добром стању - чисте, без оштећења.
Препоручује се коришћење делова само једног произвођача. Температура околине на радном месту је најмање + 5 ° Ц.

Скуп делова за састављање система грејања од полипропиленских производа обједињује различите техничке компоненте, чија је употреба у изградњи инжењерског пројекта обавезна
Међусобно повезивање полипропиленских делова система дозвољено је једним од три типа заваривања:
- Полифусе.
- Електрофузија.
- Бутт.
За састављање система за грејање и водовод не производе се само полипропиленске цеви и фитинги за заваривање. Такође производе посебне навојне спојеве потребне за уградњу запорних и управљачких вентила са металним кућиштима.
На самим полипропиленским цевима, навој се не врши ни у фабрици ни у кући. Повезани су само врућим, ретко хладним заваривањем.
Карактеристике инсталационих радова
Све компоненте које се користе у инсталацији, у случају да их уклопите по величини, сече се резачем за цеви или маказама посебно дизајнираним за ову намену.
Рад са овим алатом праћен је равномерним резом, што је важна тачка за успостављање квалитетне везе.

Коришћењем таквог алата полипропилен се своди на величину - прилагођену одређеном подручју будућег система грејања. Секачи цеви - алати различити у техничким перформансама. Ручна технологија која се обично користи за мале цеви.
Ако је потребно да се изврши прелаз „пластика-метал“, на цевоводима за топлу воду за домаћинство и грејачу потребно је користити искључиво намештајуће прелазе опремљене прешаним месинганим (поникланим) чахурама са навојем (унутрашњим или спољашњим). Затезање таквих веза врши се помоћу тастера са траком, ако нема профила за стандардни кључ.
Традиционално, полипропиленски цевовод за грејање, укључујући сопствене руке, монтира уређај за полифузијско заваривање методом легура. Радни сет уређаја ове врсте садржи групу млазница израђених за различите пречнике пластичне цеви.
Потребно је одабрати одговарајуће млазнице, инсталирати их на грејну плочу и причврстити вијцима.

Техника и апарат за заваривање полифузије неопходни за инсталацију пројекта грејања на бази полипропилена. Овај алат омогућава брзо и лако заваривање појединих делова круга, стварање сложених технолошких јединица
Струјни регулатор мултифузног апарата за заваривање поставља радну температуру по правилу 250-270 ° Ц. Потребно је сачекати док се уређај потпуно не загреје. Постизање радног режима указује контролна ЛЕД.
Неки уређаји укључују контактни термометар, који одређује температуру грејања са тачношћу од једног степена.
Поступак заваривања полипропиленом
Корак по корак, обично се одвијају све акције:
- Измјерите и одрежите потребни комад рукава.
- Оштрим ножем подмажите радни крај под углом од 30-40 °.
- Измерите део чахуре унутар фитинга и означите обруб маркером.
- Такође оставите аксијалне трагове на деловима како бисте спречили ротационо померање.
- Помоћу тримера уклоните пластичне (горње) и алуминијумске (средње) слојеве на делу цеви.
- Одмашћите радне (заварене) површине посебним алатом.
- Наставите са поступком загревања делова.
Први део који се поставља на арматуру је арматура, имајући у виду дебљу зид овог дела у односу на цев. Прикључак треба да се чврсто уклапа на тело млазнице машине за заваривање. Ако се примети слободно играње (игра, висећи), намештање мора бити одбијено.

Поступак заваривања две одвојене компоненте - полипропиленске цеви и фитинга - омогућава јасан редослед делова за топљење. Први који су увек ишли на ограду за „кријес“
Затим се унутар друге млазнице убацује обрађени крај цеви од полипропилена. Густина слетања овде би такође требало да одговара критеријуму уједначеног контакта по целом обиму. Оба дела се држе на плочи за грејање током времена наведеног у табели:
| Пречник деламм | Време грејањасец |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| Пречник деламм | Посветите времесец |
| 16 | 6 |
| 20 | 6 |
| 25 | 10 |
| 32 | 10 |
| 40 | 20 |
| 50 | 20 |
Након контролних секунди делови се уклањају из млазница и спајају се равномерним равномерним уласком цеви у фитинг (искључујући аксијални помак).
Улаз цеви у шупљину фитинга врши се до ознаке маркера. Међутим, веза није потпуно изведена. Потребно је оставити унутрашњи зазор од око 1 мм.

Спајање два дела загревана до талишта помоћу полифузног апарата. Овдје је важно за кратко вријеме извести јасне артикулацијске радње без бочних и аксијалних помака
Након спајања ПП цеви лемљењем, место за спајање делова треба да остане непокретно (фиксно) најмање 20 секунди. Током овог периода, растаљени пластика отврдне се и формира се снажна, запечаћена веза.
Да би се постигла пуна чврстоћа, заварена јединица мора да се чува без оптерећења најмање 1 сат. Таквом техником саставља се цео систем грејања, производећи кратке секције са њиховом накнадном интеграцијом у чворове и водове.
Рачуноводство линеарног ширења (компресије)
Нивои вањских и унутрашњих температура неминовно доводе до линеарног ширења или контракције полипропилена. Ове карактеристике треба узети у обзир током уградње ПП цевовода. Ако се карактеристичне линеарне промене у цевоводима система грејања не надокнаде у складу са тим, ово стање резултира смањењем радног века целог склопа.
Накнада за линеарно ширење производа од полипропилена постиже се захваљујући својствима флексибилности самог материјала. Потребно је само правилно поставити линије пртљажника. Правилна инсталација осигурава слободу кретања цевовода унутар линеарног ширења.
Како осигурати такву инсталацију? Врло једноставна. Инсталациони комплет мора да садржи посебне компензаторе, стандардне монтажне стезаљке, који се састоје од фиксних и покретних елемената.

На дијаграму је приказан пример линеарне компензације експанзије за уређај за полипропиленски цевовод. Метода - оптимално постављање носача. Исправан редослед фиксних (НК) и покретних (ПЦ) носача помаже у компензацији помака
Линеарно ширење се такође може надокнадити преднапрезањем цевовода. Овај приступ скраћује дужину продужења. У овом случају је правац преднапрезања директно супротан линеарном ширењу.
Карактеристике уградње магистрале
Полагање полипропиленских водова током уређаја за гравитационо грејање врши се у складу са стандардима (ГОСТ 21.602-79; ГОСТ 21.602-2003) који одређују минимални нагиб линије према најнижој тачки на нивоу од 0,5%. Истовремено, на доњој тачки је потребно постављање одводне јединице са одводном славином.
Цевоводи се морају поделити на секције са могућношћу одсецања ових секција коришћењем запорних вентила, на пример, у случају несреће. Прије постављања на градилиште контролни вентили и запорни вентили морају се провјерити радибилност и квалитет затварања / отварања.

Када инсталирате систем грејања са гравитационим кретањем расхладне течности, важан технолошки критеријум је нагиб. Правилно изведена косина кључ је ефикасних и продуктивних грађевинских радова
Приликом постављања подизних вода, посебна пажња треба обратити на фиксне носаче и изградњу исправне шеме компензације линеарног проширења.
Тражени параметар компензације успона може се пружити на два начина:
- Покретни носачи.
- Петља за надокнаду.
За варијанту уређаја за грејање у оквиру обичних некретнина у домаћинству се по правилу користи само прва метода. Фиксни носачи постављају се на успону у зони испод и изнад клизача или на местима спојнице цеви. Овај носач елиминира удирање успона.
Води за систем грејања морају бити изолирани, укључујући прикључке и вентиле. Изузетак су одсеци цеви постављени директно у дневној соби, који су у основи наставак грејних радијатора. Као изолација је погодно користити цеви за изолацију од полиуретанске пене.
Вез за радијатор грејања је пример обраде и лемљења полипропиленских производа помоћу посебних алата.
Појава цеви направљених на бази полипропилена и њихова примена у пракси могу значајно смањити сложеност постављања система грејања на уређај, укључујући и властитим рукама. Овај модеран материјал отвара више могућности за власнике приватних кућа, у којима су системи за грејање напајани из унутрашњих извора - гасних, електричних, котлова на дрва.
Реците нам о свом искуству стеченом приликом монтаже цевовода од полипропиленских цеви. Поделите корисне технолошке нијансе које нису обухваћене у чланку са посетиоцима сајта. Напишите коментаре у доњи блок, поставите питања, објавите фотографије на тему чланка.